
Kiváló minőségű „zöldebb” bevonatok az automatizált viszkozitásfigyelő segítségéveloring és Irányítás
Kiváló minőségű „zöldebb” bevonatok az automatizált viszkozitásfigyelő segítségéveloring és Irányítás
Absztrakt
A bevonatipar kihívása a meglévő és feltörekvő piacok számára a bevonat felvitelének költségeinek csökkentése, a bevonóanyag-felhasználás optimalizálása, az anyagok újrahasznosítása, valamint a rendkívül kiszámítható és robusztus bevonatok biztosítása. A viszkozitás a bevonat fontos tulajdonsága, és döntő fontosságú mind a bevonóanyag minőségének, mind az alkalmazási folyamatnak a biztosításához. Monitoring és a bevonat viszkozitásának a teljes ökoszisztémán keresztül történő szabályozása eléri a bevonat két nagyon kívánt tulajdonságát – a konzisztenciát és a vastagságot. A gyári automatizálási/Ipari 4.0 megoldások soros viszkozimétereket használnak, hogy hozzájáruljanak egy erőforrás-hatékonyabb, gazdaságosabb és környezetbarátabb bevonási folyamathoz, valamint kiváló minőségű bevonatteljesítményt biztosítanak.
Bevezetés
Az ipari bevonatok nagyon sokféle funkciót látnak el, a korrózió- és kopásállóságtól, valamint az UV-védettségtől a hő- és elektromos szigetelésen át a megjelenés javításáig. A bevonatok piaca számos ágazatra kiterjed, ideértve az ipari, autóipari, tengeri, tekercs-, csomagoló-, szállító- és építőanyagokat. Az új és feltörekvő piacok élvonalbeli, tervezett bevonati megoldásokra szorulnak, szigorúan ellenőrzött teljesítményjellemzőkkel. A bevonóipar kihívása a meglévő és a feltörekvő piacok számára a költségek csökkentése, a teljesítmény optimalizálása, valamint a hulladék- és környezeti hatások csökkentése mellett.

1.ábra. Példák bevonási alkalmazásokra
Hatalmas alkalmazási területeivel és a végfelhasználói ágazatok növekvő igényével ez az ipar új módszereket keres a hatékonyság, az átfutási idő és a kapacitáskihasználás javítására. Az ágazatok vezetői az összes ágazatban haladnak olyan fejlettebb technológiák bevezetése felé, mint az automatizálás, az ipari tárgyi internet (IIoT) és a szimulációs technikák.
A bevonat alkalmazása
A bevonási és befejezési folyamatok fejlett technológiákat alkalmaznak tartós felületek, kiváló minőségű felületek előállítására, miközben maximalizálják a folyamat hatékonyságát és megfelelnek a környezetvédelmi előírásoknak. A felületminőség, a termékminőség és a változatosság létfontosságú szerepet játszik az ügyfelek elégedettségének biztosításában. A bevonat mennyisége és minősége nagy és közvetlen hatással van a gyártási, értékesítési és karbantartási költségekre.
A bevonó anyag viszkozitása központi szerepet játszik az állag elérésében. Ez a folyadékban lévő bevonó szilárd anyagok koncentrációjának hatékony mutatója, amely a film vastagságának és egyenletességének alapja. A teljesítményparaméterek mind a folyadékbevonat viszkozitásától függenek az alkalmazás helyén. Ide tartoznak a bevonófólia felépítése, az átviteli hatékonyság, a bevonat vastagsága és lerakódása, a színegyezés, a kész felület tulajdonságai és a vegyszerállóság. A viszkozitás a fő tényező, amely befolyásolja a bevonat vastagságát és tapadását. A megfelelő viszkozitásszabályozás biztosítja a bevonat minőségét és élettartamát, segít kielégíteni a bevonási folyamat minőségével és termelékenységével szemben támasztott legmagasabb követelményeket.
Egy tipikus bevonórendszer a következőket tartalmazza: alapkészlet és utánpótló folyadék, kevergetett keverőtartály, szivattyú, az adagoló vezeték az applikátorhoz, maga az applikátor és a visszatérő vezeték a keverő tartályhoz. Az applikátor felhasználhat mártást, tekercset, permetezést, porlasztást, áramlást vagy más eljárást. Ha a bevonóoldat nem kellően viszkózus, akkor a termék bevonata nem lehet elég vastag ahhoz, hogy védelmet nyújtson. Ha azonban a viszkozitás túl alacsony, akkor a film megereszkedése függőleges felületeken következik be, ami a bevonat egyenlőtlenségéhez vezet. Ehhez összetett reológiai tulajdonságokkal rendelkező befejezésekre van szükség. A permetezés során alacsony viszkozitással kell rendelkezniük, és sokkal nagyobb viszkozitással kell rendelkezniük, amikor az anyag a bevonandó felületre landol. Ezenkívül a bevonat viszkozitása a hőmérséklettől függ, így a felületi minőség megőrzéséhez kompenzálni kell a bevonó anyag viszkozitását a környezeti alkalmazási hőmérséklethez.
A bevonat viszkozitásának jelenlegi állapotaoring és ellenőrzés
A viszkozitást általában a laboratóriumban mérik rotációs műszerrel, például Brookfield típusú viszkoziméterrel vagy nagy pontosságú reométerrel. Ez lehetővé teszi a szigorú hőmérséklet-szabályozást, ami elengedhetetlen a bevonóanyagok reológiai tulajdonságainak jellemzéséhez. Ezeknek a gyártási padlóról kihúzott mintákon végzett méréseinek elemzése azonban órákig vagy akár napokig is eltarthat, így méréseik nem jellemezhetik a jelenleg alkalmazott anyagok tényleges állapotát.
A gyártási padlón a viszkozitást általában úgy mérik, hogy egy tölcsérszerű eszközből, például Fordból vagy hasonló kifolyócsészéből áramlik. A kezelő megtölti a csészét a készítménnyel, és megméri a csésze kiürüléséhez szükséges időt. Minél hosszabb az idő, annál nagyobb a viszkozitás. Ezt általában 15 perc vagy annál hosszabb időközönként végezzük, így a viszkozitás eltérései csak akkor észlelhetők, ha jelentős mennyiségű bevonatot már felvittek. Ezenkívül a csészemérések hőmérséklet-szabályozása nehéz, ha nem is lehetetlen, ami nagy eltérésekhez vezet a mért értékek és a tényleges viszkozitás között az alkalmazás helyén. Az ilyen offline mérések nem képesek rögzíteni a hőmérsékletváltozások, keverési változások és párolgás miatti viszkozitásváltozásokat.
Az anyag hőmérsékletének változása viszkozitásváltozáshoz vezet a bevonó anyagokban, ami szerkezeti különbségeket vagy megereszkedést eredményez. A legtöbb festékrendszerben a kötőanyag és a pigment komponensek ülepedése hajlamos. Az inhomogén bevonóanyag elkerülhetetlenül nem megfelelő bevonási eredményhez vezet. A leállított alkatrészek eltömődéshez és a vezetékek fokozatos elzáródásához vezethetnek. A pelyhesített kabátkomponensek a kabátfilm szennyeződését eredményezik. A nehezen szabályozható variációk hibás filmvastagságot eredményeznek, és ennek következtében rossz minőségű, használhatatlan végtermékekhez vezetnek, elfogadhatatlan vizuális vagy egyéb teljesítményjellemzőkkel.
Asztal 1. Néhány tipikus bevonathiba és annak oka
| Probléma | Leírás | Okok | Megoldás |
|---|---|---|---|
| narancs héj | A felület egyenetlen, mint egy narancs bőre | A fúvóka túl messze van a felülettől; az üzemi hőmérséklet túl magas a viszkozitás megváltoztatásához; a szórófej eltömődött. | A belső viszkozitásmérés eltömődést jelez, és a hőmérséklet-kompenzált viszkozitás elkerüli a problémát |
| Foltos felület | Egyenetlen megjelenés (általában a fémes bevonatokat érinti) | A festék felhordása előtt nincs alaposan összekeverve | A belső viszkozitásmérés megmutatja a mérés nagy variációját |
| Fut vagy megereszkedik | A bevonat nem tapad egyenletesen a festett felületre | A festék túl lassan szárad, a bevonórétegek túl vastagak | A viszkozitás magasabb lett volna, mint az alapérték, az automatikus üzemmód pedig korrigálta a viszkozitást |
| Színváltozatok | A festett / bevont egységek színkonzisztenciája hiányzik | A szőrzet következetlen és szabálytalan tulajdonságai a viszkozitás hatékony és folyamatos ellenőrzésének hiánya miatt | Viszkozitás monitororing nagy eltérést mutat a viszkozitásban, az automatikus vezérlés teljesen elkerüli a problémát |
| Oldószeres pop | A nedves filmben az oldószer / elzáródott levegő visszatartása, amely a felszínen kitörve távozik | A bevonat készítmény viszkozitásának és hőmérsékletének pontatlan ellenőrzése az alkalmazás előtt | A viszkozitás automatikus szabályozása elkerüli az oldószerfelesleg felhasználását, csökkentve a megrekedés esélyét |
| Levegő befogása | Hasonló az oldószer durranásához vagy a buborékokhoz | Nem megfelelő monitororing a festékvonal viszonyaira | Az inline viszkoziméter figyelmezteti az üzemeltetőket az állapotra |
| hólyagok | Buborékok a film felszíne közelében a kemence kikeményedése során, amelyek nem törik át a felületet. | A film felületének viszkozitása magas szintre emelkedik, és az illékony oldószert alacsonyabb szinten fogja el | Az oldószerhasználat optimalizálása és a bevonat megfelelő viszkozitásának biztosítása inline viszkoziméterrel elkerüli ezt a problémát |
Inline viszkozitásmérés a mentéshez
Szerencsére léteznek olyan megoldások, amelyek lehetővé teszik a valós idejű, soron belüli viszkozitásmérést és -szabályozást, lehetővé téve a folyamatváltozások azonnali észlelését. Az oldószer vagy bevonat hozzáadása, a hőmérséklet-változások és a párolgás okozta viszkozitás-ingadozások automatikusan kompenzálhatók, mielőtt azok befolyásolnák a bevonat minőségét. Folyamatos viszkozitás monitororing összefüggésbe hozható a bevonóanyag- és oldószerfelhasználással, valamint a filmvastagsággal és -minőséggel, hogy stratégiailag megváltoztassák a folyamatparamétereket a bevonási folyamat optimalizálása érdekében. Az inline viszkozitásszabályozás jobb termékminőséget, megnövekedett hozamot, jelentős megtakarítást eredményezhet a bevonatok és bevonó oldószerek használatában, és minimálisra csökkentheti a bevonási folyamat leállási idejét a hagyományos, off-line mérésekhez képest az eflux csészével.
Az oldószer elpárologtatása, friss bevonat vagy oldószer hozzáadása a keverőtartályhoz és az ülepedés a bevonóanyagok viszkozitásának változásához vezethet, ami bevonati hibákat vagy túlzott bevonatot és oldószerfogyasztást eredményezhet.
A hőmérséklet szintén döntő változó a viszkozitás meghatározásában. Sajnos a termelési környezetek hőmérsékletét gyakran nem szabályozzák megfelelően. A viszkozitásnak, amely a bevonat szilárdanyag-tartalmát tükrözi, a hőmérséklet-változások ellenére helyesnek kell lennie. A csészeméréseknek nincs sem hőmérsékletmérésük, sem vezérlésük, ezért nem lehet közvetlenül összehasonlítani a tényleges permetezési hőmérsékletgel. Ez a bevonat minőségének változásához vezethet, mivel a folyamat hőmérséklete változik.
A valós idejű viszkozitás-szabályozás bevonóinak meghajtói
Négy jelentős tényező teszi fontossá a viszkozitáskezelést a bevonat alkalmazásában:
- Végtermék minőség: A gyenge bevonatminőség hátrányosan befolyásolhatja a bevonatok kívánatos tulajdonságait - a kész felület minőségét, a bevonat lerakódását, a védelmi tulajdonságokat és a kémiai reakcióképességet. Mindezek a tulajdonságok a bevonási folyamat szabályozásának mértékétől függenek, ezért kritikus a viszkozitás szabályozása.
- A költségek csökkentése a hulladék csökkentésével: A túlkeverés nem csak a végtermék minőségét, hanem a hulladék összetevőket, alapanyagokat, időt és energiát is befolyásolhatja. A viszkozitáskezelés a keverési folyamat során megbízhatóan és pontosan azonosíthatja a végpontot, ami jelentősen csökkenti a nyersanyag-felhasználást, az energiafelhasználást, az elutasításokat és a hulladékot.
- Hatékonyság: Problémamentes, valós idejű monitorozásoring A viszkozitás növelése kiküszöböli a költséges és időigényes laboratóriumi elemzéseket, amelyek gyakran késleltetett választ eredményeznek a bevonat változásaira. A konzisztencia biztosítása a bevonási folyamat során jelentősen csökkenti a selejt arányát, költséget és időt takarít meg, miközben javítja a haszonkulcsot.
- Automatizálás: Automatikus monitorozásoring és a bevonat előkészítési és felhordási folyamatának ellenőrzése manuális mintavételi és tesztelési lépést tesz lehetővé, amely hajlamos a hibákra, és megkíméli a kezelőket attól, hogy a végtermék minőségére összpontosítsanak.
A bevonatalkalmazásoknak fejlett folyamat-technológiára van szükségük a pontos, valós idejű soros viszkozitásméréshez és -szabályozáshoz
A belső viszkozitásmérés kompakt, robusztus viszkozitás-érzékelőt igényel, kombinálva egy mérési és vezérlőrendszerrel, amely az érzékelő leolvasását a folyamat viszkozitásának nyomon követésére és szabályozására használt információvá alakítja.
Az inline méréseknél különösen alkalmazhatónak bizonyult technológia egy mechanikus rezonátort használ, amelynek rezgéseit a bevonó anyag viszkozitása csillapítja. A rezonáns érzékelőhöz csatlakoztatott elektronikai rendszer megméri a csillapítását, és ezt viszkozitássá alakítja. Ezenkívül a viszkozitásérzékelőbe telepített hőmérsékletérzékelő eszköz pontosan a viszkozitásmérés pontján biztosítja a bevonóanyag hőmérsékletének mérését.
A rezonáns szenzortechnológia olyan megoldást kínál, amely egyedülállóan illeszkedik a beépített bevonatokhozoring és irányítani. Megfelelnek a megbízható és pontos mérés számos követelményének:
- Robusztusság - megtartják a pontosságot és az ismételhetőséget a folyamatparaméterek nagy változása esetén. Ezek mentesek a laboratóriumi viszkoziméterekre és a reométerekre jellemző forgó alkatrészektől és keskeny hézagoktól. Továbbá magas rezgés és sokk hatású környezetben is működhetnek.
- Kezelői függetlenség - mind a kiáramló csészék, mind a laboratóriumi eszközök ügyes kezelőt igényelnek a megbízható, megismételhető mérések fenntartásához. Megfelelő képzettség és a részletekre való odafigyelés nélkül az üzemeltetőtől függő módszerek általában nem megbízhatóak a bevonási folyamat szigorú ellenőrzésének fenntartásában.
- Kompatibilitás az automata monitorraloring és vezérlőrendszerek – Az Ipar 4.0 módszertanok megvalósítása megköveteli a mérőrendszerek zökkenőmentes összekapcsolását a meglévő üzemi technológiával. A rezonáns viszkoziméter rendszerek a kimeneti lehetőségek széles spektrumát kínálják, 4-20 mA-es áramhuroktól Etherneten keresztül, RS485 és CAN busz interfészeken keresztül, amelyek olyan ipari szabványos protokollokat futtatnak, mint a Modbus, EthernetIP, CANOpen, Profinet, JSON, OPC UA a gépi adatgyűjtéshez. PLC és gyári SCADA rendszerek. Ezzel szemben az offline módszerek megkövetelik a közbenső szakaszt, amikor a kezelő a viszkozitásértékeket manuálisan adja meg, ez a folyamat hajlamos a kihagyásokra és hibákra, és nem biztosítja a folyamat teljes nyomon követhetőségét.
- Szoros hőmérséklet-szabályozás - egy jó rezonáns érzékelőhöz hőmérséklet-mérés van beépítve az érzékelő elembe. Ez lehetővé teszi a bevonó anyag jellemzését a viszkozitás mérésének pontján, nem pedig laboratóriumi körülmények között.
- Egyszerű karbantartás - a legfejlettebb rezonáns érzékelők hermetikusan lezárt, mechanikailag robusztus érzékelőelemeket tesznek ki a bevonó anyagnak. Hézagoktól és üregektől mentesek, könnyen megtisztíthatók a helyükön (CIP), vagy oldószerrel átitatott ronggyal egyszerűen letörölhetők. Még olyan rendszerek is rendelkezésre állnak, amelyek lehetővé teszik az érzékelő mosását a sorban, önellenőrző rendszerekkel kombinálva, amelyek jelzik, hogy az érzékelő tiszta és szennyeződésmentes.
- Költséghatékony - annak ellenére, hogy a kiáramló csészékkel összehasonlítva a viszonylag magasabb kezdeti költségekkel jár, a belső rezonáns mérőrendszerek általában jóval olcsóbbak, mint a tipikus laboratóriumi műszerek, különösen, ha a képzett laboratóriumi technikusok visszatérő költségeit beleszámítják az egyenletbe. Ezeknek az inline viszkozimétereknek az élettartama jelentősen alacsonyabb, mint a kézi poharaké, ha figyelembe vesszük a munkaerőköltséget.
Ilyen előnyöket kínáló rezonáns érzékelő például a Rheonics SRV inline viszkoziméter (lásd a 2. ábrát lent)
Kompakt formája lehetővé teszi a közvetlen telepítést a bevonat vonalában, közel az alkalmazási ponthoz. Gyakorlatilag nagy nyírási sebessége, amely a tipikus festékrendszerek magas nyírási síkjára vezet, olyan méréseket eredményez, amelyek pontosan megjósolják a bevonat viselkedését a permetezésre jellemző áramlási körülmények között.

2.ábra. Inline viszkoziméter SRV (forrás: rheonics)
Viszkozitás és hőmérséklet: intim kapcsolat
Szinte minden folyadék viszkozitása erősen hőmérsékletfüggő. A viszkozitásmérés szigorú és pontos hőmérsékletszabályozás nélkül értelmetlen. Emiatt elengedhetetlen, hogy a folyadék hőmérsékletét a lehető legközelebb a viszkozitásmérés pontjához mérjük. Olyan eszközök, mint a Rheonics Az SRV pontos hőmérséklet-méréssel rendelkezik az érzékelőelembe, így minden viszkozitásmérés értékéhez hőmérsékleti érték társul.
További előnye van a folyadék hőmérsékletének a viszkozitásmérés pontján történő mérésénél. Jellemezni lehet a bevonat viszkozitásának a hőmérséklethez való viszonyát azáltal, hogy a hőmérsékletét a bevonó vonalon várt tartományon belül változtatjuk, miközben viszkozitását az inline viszkoziméterrel mérjük. Az így kapott mérések felhasználhatók olyan képlet levezetésére, amely lehetővé teszi, hogy a folyadék viszkozitását bármely, ezen a tartományon lévő hőmérsékleten kiszámítsák a tartomány bármely más hőmérsékletén végzett mérésből. Ezért az ún hőmérséklet-kompenzált viszkozitás függetlenné válik a folyamat tényleges hőmérsékletétől. A hőmérséklet-kompenzált viszkozitás azért fontos, mert néhány nagyon releváns folyamatparamétert tükröz, például a pigmentterhelést vagy az oldószer-koncentrációt, amelyek önmagukban függetlenek a hőmérséklettől.
A megbízható viszkozitásmérés lehetővé teszi az ipar 4.0 integrációjának előrejelzését
A bevonási vonalaknak az Ipar 4.0 szabványoknak való megfeleltetéséhez szükséges néhány kulcsfontosságú elem a következők:
- A bevonat következetessége automatikus korrekciós műveletek révén
- Agilitás az új termékváltozatok kezelésében a termelésben, a megfelelésben és a termék eredetében
- A nagy adatok megbízható bizonyítékokkal szolgálnak a nagyobb hatékonyság érdekében hozott döntések megalapozásához
- Az összekapcsolás és az információk átláthatósága lehetővé teszi az üzemeltetők számára, hogy döntéseket hozzanak a termelő létesítményeken belül és kívül is, ezáltal lehetővé téve a döntések decentralizálását
- A szén-dioxid-kibocsátás csökkentése - A bevonási folyamat optimalizálása csökkenti az anyagfelhasználást, az energiafogyasztást és a pazarlást - mindez jelentősen csökkenti a bevonási folyamat CO2-költségkeretét
- A tipikus inline viszkoziméterek megtérülése (ROI) 3-6 hónap.
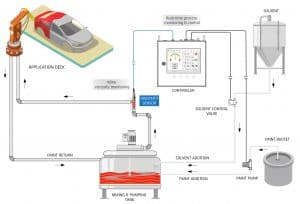
3.ábra. Vázlatos mutatja a viszkoziméter inline integrációját és vezérlő autóipari festési / bevonási folyamatban.
A nagyobb pontosság, megbízható és mozgékony bevonási folyamatirányítás felé
A rezonáns viszkozitás-érzékelőket gyakran párosítják a hagyományos PLC-alapú vezérlőrendszerekkel. Ezek általában nem használják ki a modern, Industry 4.0 kompatibilis érzékelő rendszerek által megkövetelt összes előnyt.
A kifinomultabb rendszerek például kihasználhatják a rezonáns érzékelők által biztosított rendkívül pontos és reprodukálható méréseket, hogy lehetővé tegyék a bevonat paramétereinek „zár és terhelés” beállítását azáltal, hogy összevetik a tényleges méréseket a bevonatanyagok és a megállapított munkaparaméterek adatbázisával. Az egyik ilyen rendszer a Rheonics CoatControl ViscoLock szoftverrel, amely lehetővé teszi a bevonatok hőmérséklet-kompenzált viszkozitásának online szabályozását egyidejűleg több sorban. Egyetlen műszerfalról több érzékelő kezelhető a gyár padlóján. A bevonat konzisztenciája több soron a gyárban még változó hőmérséklet és párolgási feltételek mellett is elérhető az adagolórendszer automatizálásával egy vezérlővel, folyamatos valós idejű viszkozitásmérésekkel. A bevonatolók végre elérhetik minden bevonási művelet teljes nyomon követését.
Következtetés
A modern érzékelő- és vezérlőrendszerek elősegítik a bevonási folyamatok vezérlését, hogy megfeleljenek az Ipar 4.0 követelményeinek. A pontos, megbízható soros érzékelők és a kifinomult online vezérlőrendszerek párosításával a viszkozitásszabályozás a nagysebességű, automatizált bevonatsorok követelményeinek megfelelővé válhat, miközben fokozza a termelékenységet és a környezetvédelmi előírásoknak való megfelelést. Az ilyen rendszerek nyitottak a jövőbeni fejlesztésekre, lehetővé téve az agilis alkalmazkodást a változó bevonatkészítményekhez és az alkalmazási technológia fejlesztését.
Referenciák
- Hangsúlyozza a fokozott hatékonyságot, termelékenységet, mozgékonyságot és rugalmasságot, miközben megőrzi a minőséget és a biztonságot, a festék- és bevonatgyártó berendezések fejlődését: https://www.paint.org/coatingstech-magazine/articles/advances-in-paint-and-coating-manufacturing-equipment/
- Optimális viszkozitás a festék alkalmazásához: https://www.paint.org/coatingstech-magazine/articles/optimum-viscosity-paint-application/
- Az SRV működési elve: https://rheonics.com/whitepapers/
- A bevonat-ipar fenntarthatóságának frissítése - https://www.paint.org/coatingstech-magazine/articles/an-update-on-sustainability-in-the-coatings-industry/
Rheonics Megoldások a bevonatipar számára
Ha többet szeretne megtudni a bevonatipari megoldásokról, látogasson el a megoldások oldalra.

A festék-, tinta- és bevonatgyártási folyamatok hasonló lépéseket követnek, a kezdeti keveréstől a végső csomagolásig vagy tárolásig, amely csiszolási és diszperziós folyamatot igényel. Minden szakaszban, Rheonics szenzorok találnak egy…

A mázbevonat hibáit az üvegezés színkülönbségeket okozó változása, a bevonat vastagságának változása, repedések okozzák. Monitoring és a viszkozitás szabályozása a hibák drámai csökkenéséhez vezet. A legfontosabb előnyök…

A valós idejű inline viszkozitásmérés a kartongyártásban elengedhetetlen a folyamatos minőségellenőrzés, a pazarlás elkerülése és az energiafogyasztás optimalizálása érdekében. A keményítőragasztó összetett reológiai viselkedést mutat, és viszkozitása nem…

Az optimális folyamatteljesítmény a monitorral biztosíthatóoring hígtrágya egészség folyamatosan. Segít a következő generációs iszapok szigorúbb tisztasági és keverési pontossági követelményeinek kielégítésében. Az újabb iszapok nincsenek jól meghatározva…

Az emulziókat a mindennapi élet szinte minden területén használják. Feldolgozásuk és fejlesztésük számos iparágra kiterjed - vegyipar, bevonatok, élelmiszerek, kozmetikumok, ragasztók, ipari folyadékok, gyógyszeripari termékek, olaj és ...

A ragasztókat és tömítőanyagokat széles körben használják az építési, gyártási és karbantartási rendszerek összekapcsolására, védelmére és tömítésére. Ennek az iparnak kihívásokkal kell szembenéznie a korlátozott nyersanyagok miatt (tartalék…

A globális elektromos szigetelő bevonatok piacának mérete 2015-ben 2 milliárd USD volt, és várhatóan jelentősen nőni fog az elkövetkező években, elsősorban az energiaellátás terén bekövetkezett fejlemények miatt.

Az enterális (késleltetett felszabadulású) bevonat egy olyan gát, amelyet az orális gyógyszerkészítményre alkalmaznak, amely ellenőrzi az emésztőrendszerben a felszívódás helyét. A „bélben oldódó” kifejezés a kicsi…
{kind=link}

