A mázbevonat hibáit az üvegezés színkülönbségeket okozó változása, a bevonat vastagságának változása, repedések okozzák. Monitoring és a viszkozitás szabályozása a hibák drámai csökkenéséhez vezet. A máz sűrűség/viszkozitás menedzsment automatizálásának fő előnyei:
- A mázkészítés teljes automatizálása
- A mázadagolás teljes automatizálása
- A termelékenység növelése az automatizálás révén
- Kerülje el a mázak és a tónusváltozások elvesztését
- Az emberi hibák megszüntetése
- Minőségi fejlesztések a végtermékben
- Konzisztens mennyiségű máz felhordásának biztosítása és a viszkozitás-változásokból eredő hibák csökkentése
Bevezetés
Az elmúlt néhány évben a kerámia csempeipar jelentős változásokon ment keresztül. Ezeknél az anyagoknál a gyártási folyamatok rendkívül innovatívak, teljesen automatizált gyártási folyamattal, amely magas minőséget és termelékenységet eredményez.
Forrás: A MAZOZ VISZKOZITÁSÁNAK VÁLTOZÁSAIRA ÉRZÉKENY ÜVEGEZÉSI RENDSZER FEJLESZTÉSE, G. Mallol et. al.
A kerámialap-gyártók gyártási folyamatukban gyakori hibát tapasztalnak, amely hátrányosan befolyásolja végtermékük minőségét, nevezetesen az azonos modellű burkolólapok színegyenetlenségét. Több tanulmány szerint ennek a hibának két oka lehet: egyrészt a díszítéshez használt anyagok (test, engóbok, mázak, tinták stb.) jellegének inkonzisztenciája, másrészt a nem megfelelő feldolgozás, elsősorban a felhasználás során. engóbok és mázak, valamint a díszítési és égetési folyamatok során.
Alkalmazás
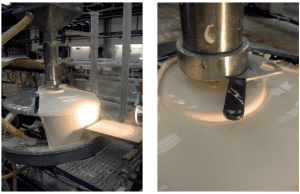
A legtöbb jelenlegi harangmáz-adagoló rendszer egy fémcsövet használ, amelyen belül a mázat egy szivattyúrendszerrel a tetején keresztül táplálják be, és egy túlfolyó rendszeren keresztül állandó magasságot érnek el. A túlfolyó rendszer a gyártótól függően különböző formákban lehet. A csonka kúpos szájrész ennek a csőnek az alján egy szeleppel van felszerelve, amely lehetővé teszi annak kézi szabályozását, hogy mennyi máz kerüljön a harangra, így beállítható a csempékre felvitt máz mennyisége. A szelep közvetlen közelében van egy egyenes csőszakasz, melynek átmérője megegyezik a szelep kimeneti átmérőjével, a másik végén pedig egy állandó átmérőjű fúvóka található, amelyen keresztül a mázszuszpenzió a harangra folyik.

Forrás: Maincer
Forrás: SMAC
Viszkozitás az üvegezési műveleteknél
A kerámiákban általában úgy értik, hogy a viszkozitás az iszap, szuszpenzió vagy hígítás folyékonyságának fokára vonatkozik (például a „nyírást” használják a viszkozitás megvitatásakor, míg a mérnökök a viszkozitást olyan molekulák vagy részecskék rétegeiként értelmezik, amelyek súrlódást mutatnak egymással szemben. ). A folyékonyság ellentétes fogalma a viszkozitás. A viszkózus iszapok nem rendelkeznek folyékonysággal, ezért vastagok. A viszkozitást viszkoziméternek nevezett laboratóriumi műszerekkel mérik, amelyek az eredményt egy egyensúlyi egységben adják meg. Minél magasabb a kiegyenlítési szám, annál viszkózusabb a zagy.
A színeltéréseket, a bevonat vastagságának változásait és a repedéseket mind az üvegezés eltérései okozzák. Monitoring és a viszkozitás szabályozása drámaian csökkenti a hibákat. A burkolólapok közötti színegyenetlenség hiánya gyakran a harangfelhordáshoz használt hagyományos mázadagoló rendszerek kiürítési áramlási sebességének változásaira vezethető vissza, a keverő- és szivattyútartályokban lévő máz viszkozitásának eltérései miatt. Ezek a viszkozitásbeli eltérések, amelyeket főként a máz hőmérséklet-változásai okoznak, jelentős eltéréseket okoznak a kerámiacsempékre felvitt máz mennyiségében, ami színeltérésekhez vezethet. Amint az alább látható, a máz viszkozitásának változása a kibocsátási áramlási sebesség változásait idézi elő a mechanikai energiaveszteségek változásai miatt, amelyek az adagolón áthaladva tapasztalhatók.

Forrás: https://www.lifeofanarchitect.com/how-ceramic-tile-is-made/
Buborékok és lyukak
Égetés közben és után a mázban mindig vannak buborékok. Mindazonáltal, ha a buborékok túl nagyok, és az égetés során nem keményednek meg, akkor a máz felületén hibaként jelennek meg.
Ezzel szemben a tűlyukakat a testből származó gázok okozzák, amelyek nagyobb lyukakat képeznek, ha a máz nem elég folyékony ahhoz, hogy „meggyógyuljon”.
A megfelelő burkolóréteg-vastagság csökkentheti a mázrétegen áthaladó buborékok méretét. Ezután az olvadt máz viszkozitásának beállítása a következő két mód egyikén segíthet:
- nagyobb viszkozitás: a buborékok a máz felülete alatt maradnak
- nagyon alacsony viszkozitás: a buborékok gyorsan áthaladnak a mázon
Bodri
A narancshéj hiba akkor jelentkezik, amikor a nagy felületi feszültség és viszkozitás miatt a buborékok nem tudnak kijutni a mázból, és a máz felülete alatt maradnak. A hűtés hatására a buborékok összezsugorodnak, mélyedést hagyva a máz felületén.
Hullámosság
A hullámos mázfelületet általában az olvadt máz magas viszkozitása okozza, amely az égetés során nem tud tágulni. Általában az első megoldás a hőmérséklet vagy az áztatási idő növelése a kemencében, de fontos a kaolin is. Minél finomabb a kaolin, annál jobb a felület simasága.
Jelenlegi viszkozitásszabályozási módszerek
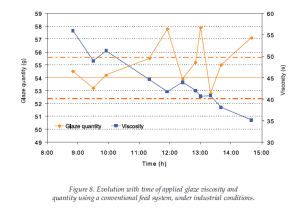
A mázáramlási sebesség ingadozásainak korrigálására alkalmazott szabályozási módszer abból áll, hogy rendszeres kézi méréseket végeznek (legjobb esetben félóránként) egy fém vezérlőlemezre felvitt grammsúly mennyiségét, amely áthalad a máz által létrehozott függönyön. a harangot, így amikor a mért mázmennyiség eltér az előre beállított értékektől, a kezelő a szelepet úgy állítja be, hogy növelje vagy csökkentse a máz áramlási sebességét.
Ez a megmunkálási mód periodikusságából adódóan nem garantálja a konzisztens mennyiségű máz felvitelét, és a végtermékben a színegyenetlenség hiányával kapcsolatos hibákhoz vezet.
Egy példa: Hogyan kezeljük a viszkozitást és a sűrűséget egy tipikus mázfelhordó gépben
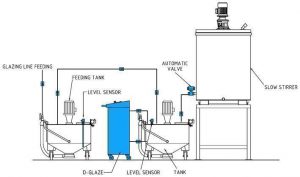
A keverőgép egy nagy sűrűségű előkurzorral indul, amely gyakran 1.9-2.1 g/cc sűrűségű. Ez keverőkkel és szelepekkel rendelkezik a különféle takarmányok szabályozására. A sűrűséget gyakran manuálisan vagy inline érzékelővel mérik, de a viszkozitást szinte mindig csészével mérik, mivel eddig nem volt elérhető megbízható érzékelő, amely megismételhető méréseket adott.
A keverőgép ezután adalékokat, vizet és ásványi anyagokat ad hozzá a megfelelő sűrűség és viszkozitás eléréséhez. Az általános alkalmazási sűrűség 1.3-1.6 g/cc. A viszkozitás az, amit a kezelők eddig használtak egy 4 mm-es ford csészével.
A máz egy nagyon összetett folyadék, ahol a használt viszkozitásmódosítók gyakran bizonyos korúak. A viszkozitásuk drámaian megváltozhat néhány óra alatt, miközben a sűrűség továbbra is ugyanaz. Ez azt jelenti, hogy a máz a tökéletesen használhatóból használhatatlanná válhat. Ez azt jelenti, hogy megfelelő viszkozitásszabályozásra/monitorozásra van szükségoring még kritikusabb. A máz egyik összetevője a ragasztó, amely nagy viszkozitásváltozást okoz.
Forrás: A MAZOZ VISZKOZITÁSÁNAK VÁLTOZÁSAIRA ÉRZÉKENY ÜVEGEZÉSI RENDSZER FEJLESZTÉSE, G. Mallol et. al.
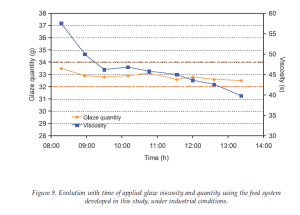
Beépített érzékelő a mázelőkészítő és bevonórendszerekbe való egyszerű integráláshoz
Rheonics A szenzorok plug and play automatizáltak. A beépített viszkoziméter bármilyen tartályba vagy csőbe beépíthető egyszerű rögzítéssel. Az érzékelő beszerelésének és a viszkozitás valós idejű mérésének megkezdése kevesebb mint 30 percet vesz igénybe. Rheonics Az érzékelők beépített hőmérsékletmérővel rendelkeznek, lehetővé téve a hígtrágya keverék viszkozitásának és hőmérsékletének ellenőrzését is minden szakaszban – a keveréstől a bevonatolásig. A viszkozitási értékek kompenzálhatók a hőmérséklettel, ami elengedhetetlen a folyamatos termelés biztosításához a tipikus napi és szezonális hőmérséklet-ingadozások révén.
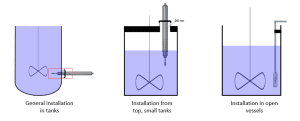
Beszerelés tartályokba
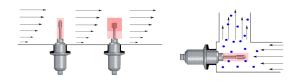
Telepítés csővezetékekbe
A viszkoziméter hermetikusan tokozott, és érzéketlen a gép külső zajára – így a teljesítményt nem befolyásolja a turbulencia és a folyadék nem homogenitása. Az SRV vagy SRD segítségével végzett automatizált online viszkozitásmérés kiküszöböli a mintavétel és a laboratóriumi technikák eltéréseit. Az érzékelő a keverő/bevonat tartályba van beépítve, folyamatosan méri az összeállított rendszer viszkozitását (SRD esetén a sűrűséget). A kerámia üvegezőfolyadék konzisztenciája az adagolórendszer automatizálásával érhető el egy folyamatvezérlőn keresztül, amely valós idejű viszkozitás és hőmérséklet méréseken alapul.
A bevonást megelőző hígtrágya-előkészítés során (sőt mártással történő bevonáskor is) a keverési folyamat nyomon követhető Rheonics szenzorok, amelyek ellenőrizni tudják, hogy a szilárdanyag-tartalom és a homogenitás (stabilitás) optimálisak-e, anélkül, hogy aggódnának az őket befolyásoló számtalan tényező miatt. Inline viszkozitáskezelés a Rheonics Az érzékelők segíthetnek enyhíteni a leggyakrabban előforduló problémákat, mint például a színkülönbségek, a bevonat vastagságának változása, a repedések, amelyek negatívan befolyásolhatják a végtermékek minőségét.

Rheonics SRV – 3/4” NPT – Inline folyamat viszkozitás érzékelő

Rheonics SRD – 3/4” NPT – Inline folyamatsűrűség (és viszkozitás) érzékelő
Rheonics integrált, önálló viszkozitás, sűrűség és pH monitort kínáloring és vezérlőrendszer. A Rheonics Hígtrágya Monitoring és a vezérlőrendszer beépített viszkozimétereket és beépített pH-szondákat használ az iszap viszkozitásának, hőmérsékletének és pH-jának valós idejű monitorozására. A korrekciós szelepek a megfelelő adag hozzáadásával biztosítják a hígtrágya jellemzőinek abszolút ellenőrzését a keverési és bevonási folyamat során.

Rheonics Hígtrágya Monitoring és gyárilag telepített vezérlőrendszer
Mivel a gyártók igyekeznek agilisabbá válni az ipar követelményeihez való alkalmazkodásban, megértik, hogy be kell fektetni a K+F tevékenységekbe és a fejlett folyamatszabályozási technológiákba, hogy testreszabott jellemzőkkel rendelkező új készítményeket fejlesszenek ki. Rheonics Az inline viszkoziméterek lehetővé teszik a gyártók számára, hogy kiváló minőségű és sokrétű üvegezési műveleteket hajtsanak végre a gyári padlóban dolgozók legkevesebb bevonásával – ez jelentős előny más mérési alternatívákkal vagy folyamatszabályozási megoldásokkal szemben. Az adatokat a Rheonics A viszkoziméterek és az integrált megoldások elősegítik a tanulási görbék felgyorsítását és a gyakoribb hígtrágya-összetétel-váltásokat, hozzájárulva az erőforrás-hatékonyabb, gazdaságosabb és környezetbarátabb gyártási folyamathoz. Inline keverés folyamatos viszkozitás monitorraloring A megoldások recept-alapú megközelítésben oldják meg a szakaszos gyártási folyamatok fő kihívásait, mint például a termékváltások során fellépő veszteségeket és az anyagmozgatás nem megfelelő hatékonyságát. Támogatja a műveletek egyszerű bővítését.
Egyedülálló előnyök a Rheonics Inline online viszkoziméter SRV és sűrűségmérő SRD kerámia máz keverésére és bevonására a következőket tartalmazza:
- Pontosan működik szinte az összes bevonatrendszerben, a készítmények / készítmények széles skálájával
- Fenntartja a beállított hígtrágya viszkozitást a keverőtartályokban a hőmérséklet- és páratartalom-ingadozásoktól, a keverőberendezés állapotától, a szubsztrátumoktól, az oldószerektől, a készítményektől vagy az adagolt összetevőktől függetlenül
- Robusztus, hermetikusan lezárt érzékelőfej. Az érzékelő szonda minden szabványos CIP / SIP eljárással inline tisztítható, vagy kézzel megnedvesített ronggyal, szétszerelés vagy újrakalibrálás nélkül
- Nincsenek mozgó alkatrészek, amelyek öregedhetnek vagy szennyeződésekkel járnak
- Érzéketlen a részecskékre; nincsenek keskeny rések a részecskékkel szemben
- Minden nedvesített alkatrész 316L rozsdamentes acélból áll - nincs korróziós probléma
- Az ATEX és az IECEx szerint tanúsított, mint gyújtószikramentes veszélyes környezetekben történő alkalmazásra
- Széles működési tartomány és egyszerű integráció – Az érzékelő elektronika és a kommunikációs lehetőségek rendkívül egyszerűvé teszik az ipari PLC és vezérlőrendszerek integrálását és bejáratását
Rheonics Hangszer kiválasztása
Rheonics innovatív folyadékérzékelőket és monitorokat tervez, gyárt és forgalmazoring rendszerek. Precíziós gyártás Svájcban, RheonicsA soros viszkoziméterek és sűrűségmérők az alkalmazás által megkívánt érzékenységgel és megbízhatósággal rendelkeznek, amely a zord működési környezetben való túléléshez szükséges. Stabil eredmény – még kedvezőtlen áramlási körülmények között is. Nincs hatása a nyomásesésnek vagy az áramlási sebességnek. Ugyanilyen jól alkalmazható a laboratóriumi minőségellenőrző mérésekre is. A teljes tartományban történő méréshez nincs szükség alkatrész vagy paraméter megváltoztatására.
Javasolt termék (ek) az alkalmazáshoz
- Széles viszkozitási tartomány - figyelemmel kíséri a teljes folyamatot
- Megismételhető mérések mind newtoni, mind nem newtoni folyadékokban, egyfázisú és többfázisú folyadékokban
- Hermetikusan lezárt, összes rozsdamentes acélból 316L nedvesített alkatrészek
- Beépített folyadék hőmérséklet mérés
- Kompakt forma-tényező az egyszerű telepítéshez a meglévő folyamatsorokban
- Könnyen tisztítható, nincs szükség karbantartásra vagy újrakonfigurációra
- Egyetlen eszköz a folyamat sűrűségének, viszkozitásának és hőmérsékletének mérésére
- Megismételhető mérések mind newtoni, mind nem newtoni folyadékokban, egyfázisú és többfázisú folyadékokban
- Minden fém (316L rozsdamentes acél) konstrukció
- Beépített folyadék hőmérséklet mérés
- Kompakt forma-tényező a meglévő csövekbe történő egyszerű telepítéshez
- Könnyen tisztítható, nincs szükség karbantartásra vagy újrakonfigurációra



